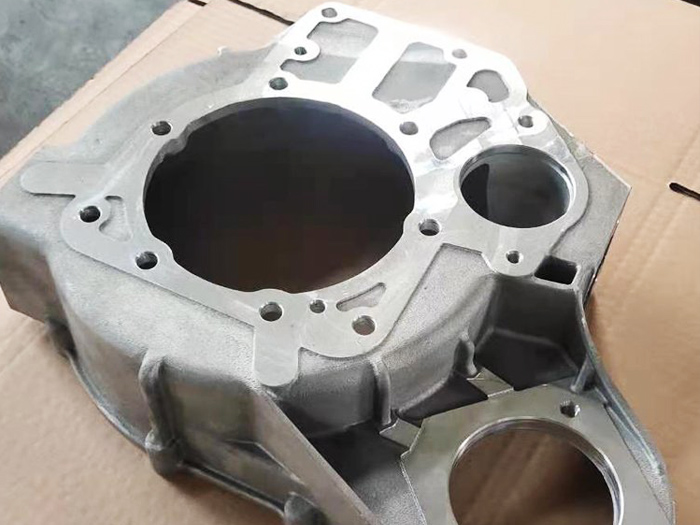
重力鑄造鋁件依托鋁液自重自然充型成型,工藝成熟穩定,鑄件致密度高、內部氣孔砂眼少產品尺寸把控準,壁厚均勻,適配泵體殼體、機械閥體、設備支架等配件生產,小批量到大批量均可投產,生產成本可控,廣泛應用于流體機械、機電、汽配等行業零部件制造。
重力鑄造鋁件變形多源于凝固收縮不均、模具溫差、冷卻失衡,需從模具、澆鑄工藝、后處理多環節管控尺寸形變。模具制作階段優化型腔結構,合理設置拔模斜度,針對厚薄懸殊部位增設工藝補肋,平衡鋁液凝固收縮量;模具提前時效調質處理,減少生產受熱后模具自身變形,型腔精加工嚴控公差,確保毛坯基礎尺寸穩定。模具預熱是關鍵工序,依據鑄件大小將模溫穩定在180℃~280℃,避免低溫模具驟冷鋁液造成局部急縮翹曲,厚薄區域分區控溫,厚壁處預埋冷卻鑲塊,薄壁位置增設保溫層,縮小鑄件各部位冷卻溫差。
澆注環節把控鋁液溫度與澆鑄速度,鋁合金熔煉溫控在合理區間,避免超溫加劇凝固收縮量;采用低速平穩澆入,減少紊流帶來的內應力集中,合理布置澆口、冒口位置,利用冒口補縮抵消鑄件收縮形變,規避局部缺料與收縮變形。鑄件凝固后把控開模時間,過早拆模鑄件未全部定型易在外力下扭曲,拆模過晚受模具收縮卡緊拉扯變形,依據產品壁厚確定脫模時序。
脫模后的毛坯妥善碼放,單層平放、定點支撐,杜絕懸空堆放自重彎折變形;大件鑄件增設專用工裝托架存放。熱處理工序循序漸進升降溫,采用階梯升溫工藝,避免急速升溫降溫產生熱應力變形。精加工前預留自然時效周期,釋放鑄件內部鑄造應力,再上機車銑鉆孔,從源頭杜絕加工后二次形變。多道工藝配合,可有效將
重力鑄造鋁件形變控制在公差范圍內,降低廢品率。